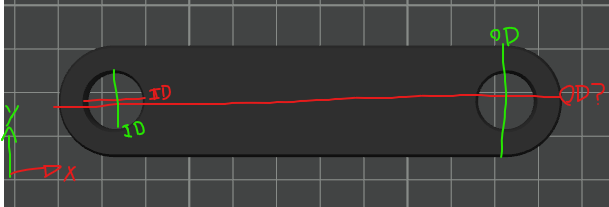
Test bar 1 Shrinkage:
ID: 99.76%
OD: 99.89%
Avg: 99.825%
Z: 98.49%
Long Z test bar Shrinkage:
Z: 99.68%
X: 99.73%
Y: 99.45%
So these are my tests after annealing in an oven at 175 F for 8 hours, and either Pet-Cf really doesn't shrink, or the heat was not high enough. I'll probably end up cranking the heat up tomorrow by roughly 20 F to see if that can get me anything more, because I doubt a .5% shrinkage means that the parts properly annealed.
Should I reprint the test bars or just use the same ones and compare against original values? on the one hand these parts didn't really shrink, but on the other hand even 8 hours in a low temp oven on top of another 8 hours in a higher temp oven can throw the results off enough to matter. I was also thinking using an air fryer or air-crisper on a ninja foodie instead of the oven, since the oven I am currently using does not support air circulation.
Also the main reason I am going through with all the annealing is that I want this upper and handguard to last for a pretty long time with no melting and minimal plastic deformation, as I plan on installing a super safety and trying to have some fun that.
Opinions on next steps?